Plandeka w kosiarce jest elementem eksploatacyjnym, który z czasem może ulec zużyciu. Jej wymiana, choć wymaga precyzji, jest możliwa do przeprowadzenia samodzielnie, zwłaszcza w przypadku czeskim kosiarek, które często charakteryzują się prostą i solidną konstrukcją.
Przygotowanie do wymiany plandeki
Przed przystąpieniem do wymiany plandeki należy zadbać o odpowiednie przygotowanie miejsca pracy oraz narzędzi. Ważne jest bezpieczeństwo, dlatego należy upewnić się, że kosiarka jest unieruchomiona, a wszystkie ruchome części zabezpieczone.
Wymagania elektryczne i dotyczące powietrza
Niniejsza instrukcja obsługi służy jako przewodnik podczas obsługi urządzenia 112 Extreme Seam, które może być wykorzystane do łączenia materiałów, z których wykonana jest plandeka. Na stronie Miller Weldmaster 112 znajduje się kilka różnych symboli ostrzegawczych, które mają na celu ostrzeganie operatora o potencjalnie niebezpiecznych obszarach maszyny. Symbol "Niebezpieczeństwo: Punkty uszczypnięcia" jest umieszczony w pobliżu wszelkich potencjalnych punktów uszczypnięcia.
Naklejka "Uwaga: Proszę odłączyć urządzenie" znajduje się w pobliżu otworu obudowy i wszystkich paneli dostępu. Naklejka "Ostrzeżenie: Proszę trzymać ręce z daleka" znajduje się na zespole grzałki. Zaleca się, aby elektryk zainstalował przewód i wtyczkę, które są porównywalne z Państwa stylem gniazda zasilania. Mogą Państwo zdecydować się na podłączenie przewodu zasilającego do zasilacza. Zaleca się, aby elektryk użył skrzynki przyłączeniowej z przełącznikiem ON/OFF z zabezpieczeniem przeciwzwarciowym, zgodnie z wymaganiami lokalnych przepisów elektrycznych. Urządzenie Miller Weldmaster 112 Extreme wymaga jednego z następujących zasilaczy. Model Miller Weldmaster 112 Extreme zawiera zawór zasilania powietrzem w warsztacie, który umożliwia szybkie podłączanie i odłączanie zasilania powietrzem w warsztacie. Ze względu na liczbę różnych stylów złączy pneumatycznych, męskie szybkozłącze nie jest dołączone do zestawu. Należy wybrać szybkozłącze męskie z gwintem ¼ cala NPT (National Pipe Thread), aby dopasować je do szybkozłącza żeńskiego.
Zasady bezpieczeństwa podczas pracy z urządzeniem spawalniczym
Nie wolno regulować materiału, gdy maszyna jest w ruchu. Ręce, długie włosy, luźne ubrania i przedmioty takie jak krawaty należy trzymać z dala od rolek z punktami zacisku, aby uniknąć zaplątania i uwięzienia, które mogą spowodować poważne obrażenia. Należy zapewnić wystarczającą ilość miejsca wokół maszyny, aby zapewnić jej bezpieczną i efektywną pracę. Przed przystąpieniem do czyszczenia, oliwienia, regulacji, naprawy lub konserwacji jakiejkolwiek części maszyny, maszyna musi być nieruchoma, a części ruchome zablokowane. Należy zawsze nosić osobiste wyposażenie ochronne.
Proces spawania i cięcia plandeki
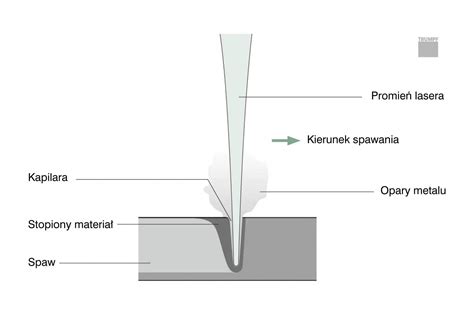
Ciepło wymagane do operacji spawania jest wytwarzane elektrycznie przez dwa elementy grzejne umieszczone wewnątrz obudowy elementu grzejnego. Prędkość rolek spawalniczych określa czas oddziaływania ciepła na spawany materiał. Im wolniejsze ustawienie prędkości, tym więcej materiału zostanie podgrzane. Im szybsze ustawienie prędkości, tym mniej materiału zostanie podgrzane. Aby uzyskać najlepszą spoinę, do materiału należy przyłożyć minimalną ilość ciepła, jednocześnie uzyskując pełną spoinę. Nacisk rolki zgrzewającej jest ostatnim krokiem podczas tworzenia zgrzewu.
Ekran sterowania operatora
Jest to główny ekran używany przez operatora. Przycisk Maintenance Configuration (Konfiguracja konserwacji) przeniesie operatora do ekranu Maintenance Configuration (Konfiguracja konserwacji). Aby przejść do tego ekranu, operator zostanie poproszony o wprowadzenie nazwy użytkownika i hasła. Nazwa użytkownika: TECH, Hasło: 1234. Ten ekran przeniesie operatora do ekranu podobnego do ekranu konfiguracji operatora.
- Prędkość maszyny: Celem funkcji Prędkość maszyny jest kontrolowanie prędkości zespołu karetki podczas procesu spawania.
- Weld/Cut (Spawanie/Cięcie): W tym polu, jeśli wyświetlana jest opcja spawania, urządzenie 112 extreme znajduje się w trybie spawania.
- Swing: Po wybraniu tej opcji zmieni ona kolor na zielony, a dysza zacznie się obracać.
- Opóźnienie jazdy: Celem opóźnienia jazdy jest tymczasowe zatrzymanie rolki zgrzewającej i umożliwienie dyszy gorącego powietrza obrócenia się na miejsce. Jeśli opóźnienie napędu jest ustawione na wysokie, spowoduje to spalenie materiału na początku.
- Docisk sprzęgła: Celem docisku sprzęgła jest zmiana siły napędowej na rolce zgrzewającej. Pomaga to wyeliminować marszczenie materiału. Zwiększenie ciśnienia sprzęgła pozwoli na szybsze obracanie się rolki zgrzewającej w stosunku do prędkości karetki głowicy.
- Prędkość %: Kontroluje ogólną prędkość maszyny.
Regulacja dyszy gorącego powietrza
Umieszczenie dyszy jest kluczowym elementem zgrzewania. Prawidłowo umieszczona dysza będzie wyśrodkowana na rolce zgrzewającej w odległości około ¼ cala i będzie lekko gwizdać podczas procesu zgrzewania. Gdy konieczna jest regulacja, należy ustawić regulator prędkości na niskie ustawienie. Dokonać regulacji i sprawdzić ułożenie dyszy, włączając przełącznik Start. Proszę pamiętać, że położenie dyszy zmienia się podczas spawania w różnych temperaturach.
- Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza w lewo i w prawo.
- Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza w górę i w dół. Prawidłowa regulacja dyszy Y sprawi, że dysza gorącego powietrza będzie skierowana na punkt zaciśnięcia rolki spawalniczej i szyny spawalniczej.
- Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza.
Ustawić prędkość na zero. Należy to zrobić tylko wtedy, gdy urządzenie nie wypuszcza gorącego powietrza! Następnie należy nacisnąć przycisk start, aby ustawić dyszę w pozycji zgrzewania, wózek nie będzie się poruszał, aby umożliwić łatwą regulację. Ustawić końcówkę dyszy tak, aby była wyrównana prostopadle do rolki zgrzewającej i dolnej szyny. Przy kwadratowej dyszy zwiększyć prędkość do żądanego ustawienia. Nacisk na rolkę zgrzewającą jest regulowany i wyświetlany na panelu sterowania. Ciśnienie należy ustawić na co najmniej 10 funtów. Jeśli dysza gorącego powietrza obraca się zbyt szybko lub zbyt wolno, prędkość obrotu jest kontrolowana przez zawory dozujące przepływ powietrza znajdujące się z boku cylindra powietrznego.
Spawanie obrzeża i kieszeni
Prowadnica obszycia musi znajdować się 1/16 do 1/8 cala od toru i być ustawiona prostopadle do toru. Zewnętrzna strona prowadnicy musi być dostosowana do zewnętrznej strony rolki zgrzewającej. Proszę nie ciągnąć tkaniny na boki podczas podawania jej do prowadnicy do obrzucania. Proszę zwijać tkaninę do prowadnicy. Prowadnica zakładkowa musi znajdować się wystarczająco wysoko, aby dysza mogła się obracać i nie uderzać w dolną część prowadnicy. Prowadnica zakładki służy do kontrolowania dokładnego położenia zgrzewanego górnego panelu z tkaniny.
Prowadnica kieszeni musi znajdować się na tyle wysoko, aby dysza nie uderzała w dolną część prowadnicy. Prowadnica kieszeni służy do zgrzewania kieszeni na słupki. W przypadku zgrzewania kieszeni o średnicy 3 cali lub większej, zwykle można użyć ustawień zakładki. Proszę nie ciągnąć materiału na boki ani do tyłu podczas wkładania go do prowadnicy kieszeni, tylko przytrzymać materiał z niewielkim naciskiem na prowadnicę. Jeśli będą Państwo ciągnąć materiał na boki, stanie się on ciasny i zwiąże się w prowadnicy.
Regulacja laserów i obcinaka
Ostrzeżenie! Podczas regulacji laserów proszę nie patrzeć bezpośrednio w źródło lasera. Należy pozostawić przełącznik ogrzewania w pozycji OFF. Używając długopisu, proszę umieścić go na wewnętrznej krawędzi wałka spawalniczego, gdzie powinien znajdować się laser. W razie potrzeby dokonać pierwszej regulacji, poluzowując pokrętło mocowania lasera, aby skalibrować laser do wewnątrz i na zewnątrz do narysowanej linii. W razie potrzeby dokonać drugiej regulacji, poluzowując pokrętło mocowania lasera i skalibrować laser, obracając jego górną część. Spowoduje to obrócenie linii lasera. Przesunąć wałek spawalniczy tak, aby krawędź przylegała do lasera, upewniając się, że podwójna linia lasera została prawidłowo ustawiona, a tkanina z liniami pisaka pozostaje na miejscu. Zmierzyć do środkowego punktu podwójnego lasera, zaznaczając ten punkt. Przesunąć krawędź rolki zgrzewającej do tego znaku i dokręcić. Proszę postępować zgodnie z krokiem siódmym powyżej. Prowadnica taśmy szwu doczołowego jest regulowana dla różnych szerokości taśmy. W zależności od rozmiaru rolki spawalniczej lasery mogą wymagać ponownej regulacji. Należy wyrównać dyszę gorącego powietrza z nowym wałkiem spawalniczym.
Jeśli maszyna jest wyposażona w laser szwu doczołowego, należy wyrównać obcinarkę do tej linii lasera. Najpierw należy ustawić obcinarkę w pozycji wyjściowej. Przecinarka powinna być ustawiona prostopadle w zacisku montażowym, tak aby po odłożeniu przecinarki stopa przylegała do prowadnicy prostopadle. Następnie należy dokręcić cztery śruby. Po drugie, zacisk noża jest przymocowany do maszyny. Kontroluje on regulację boczną i kąt nachylenia stopy tnącej. Stopa tnąca powinna być lekko nachylona, unosząc tył stopy nieco poza gąsienicę. Zbyt duże nachylenie spowoduje wbijanie się kosiarki w gąsienicę. Obcinarkę należy przesunąć w lewo lub w prawo, aby wyrównać stopę z linią lasera. Dokręcić cztery śruby i wykonać cięcie testowe. Należy sprawdzić, czy obcinarka tnie na linii lasera. Jeśli nie, proszę przesunąć obcinarkę w lewo lub w prawo, aż obcinarka będzie ciąć zgodnie z linią. Jeśli kuter opada zbyt wcześnie lub zbyt późno, wyłącznik krańcowy przekroczenia, którego celem jest zatrzymanie karetki głowicy przed przekroczeniem skoku, może wymagać regulacji.
Konserwacja i rozwiązywanie problemów
Ostrzeżenie! Konserwację tego urządzenia może przeprowadzać wyłącznie wykwalifikowany technik. Urządzenie Miller Weldmaster 112 Extreme jest wyposażone w sprężarkę powietrza, która zapewnia przepływ powietrza do elementów grzewczych. Okresowe czyszczenie i wymiana wkładu filtra powietrza są niezbędne do utrzymania wystarczającego przepływu powietrza.
Elementy grzejne i termopara
Elementy grzejne używane w urządzeniu 112EX są przystosowane do 1000 godzin pracy w temperaturze 1000 stopni F (537 stopni C). Chociaż dłuższa żywotność elementu grzejnego jest możliwa przy odpowiedniej konserwacji, 1000 godzin to średnia. Moduline wykorzystuje termoparę do odczytu temperatury powietrza tuż przed dotarciem do dyszy. Typowa żywotność termopary jest różna. Jeśli elementy grzewcze ulegną przedwczesnej awarii, przed ich wymianą należy skontaktować się z przedstawicielem Miller Weldmaster. Aby wymienić termoparę lub elementy grzejne, należy odłączyć przewód zasilający od zasilacza, zamontować nową termoparę ze wszystkimi elementami dystansowymi w pokazanej kolejności, a następnie zamontować dyszę i zacisk. Na koniec należy podłączyć przewody termopary. Należy sprawdzić każdy element pod kątem odłamków szkła lub drutu. Wszelkie brakujące fragmenty będą znajdować się w obudowie podwójnego elementu lub dyszy. Podłączyć cztery przewody do elementów, wsunąć górną pokrywę z powrotem na obudowę elementu grzejnego i podłączyć przewody termopary.
Łańcuchy
Maszyna 112EX posiada kilka łańcuchów, które są używane do napędzania rolek zgrzewających. Chociaż łańcuchy nie wymagają częstej konserwacji, należy je sprawdzać raz w miesiącu, aby upewnić się, że nie są nadmiernie skorodowane, zardzewiałe lub zabrudzone. Należy również sprawdzić, czy nie są poluzowane lub luźne.
- Jednostka górna: Podczas napinania łańcucha górnej jednostki należy sprawdzić, czy rolka zgrzewająca nie wykazuje luzu. Rolka zgrzewająca powinna poruszać się w przód i w tył tylko o 1/8 cala. Poluzować nakrętkę na śrubie napinającej. Po poluzowaniu nakrętki proszę obracać śrubę zgodnie z ruchem wskazówek zegara, aż rolka spawalnicza nie będzie się poruszać.
- Długi łańcuch: Regulacja długiego łańcucha znajduje się bezpośrednio za górną jednostką, gdzie górna jednostka jest przymocowana do słupka głowicy. Wyregulować łańcuch, regulując śruby ustalające bloków łożyskowych, które przytrzymują górną jednostkę. Regulacja w dół na śrubach ustalających spowoduje naprężenie łańcucha.
- Główny łańcuch sprzęgła: Główny łańcuch sprzęgła powinien być nieco luźny. Proszę zdjąć pokrywę z boku głowicy. Wyregulować łańcuch poprzez poluzowanie wsporników koła zębatego. Dostępne będą 2 koła zębate. Łańcuch powinien odciągnąć się od koła zębatego jałowego o około 3/16 cala, ale nie na tyle, aby zsunąć się z zębów.
Diagnostyka i rozwiązania problemów
- Elementy grzejne mogą być przepalone, proszę sprawdzić liczbę godzin na elementach grzejnych.
- Proszę sprawdzić ciśnienie powietrza!
- Czujnik pozycji wyjściowej kutra wymaga regulacji. Karetka głowicy cofnęła się za daleko.
- Dysza może być zaciśnięta z jednej strony.
- Temperatura jest zbyt wysoka.
- Prowadnica wymaga regulacji.
- Należy wyregulować docisk sprzęgła. Jeśli górna część jest krótka, proszę zmniejszyć docisk sprzęgła.
- Operator zbyt mocno naciska na materiał. Proszę utrzymywać materiał prosto podczas spawania przy niewielkim nacisku operatora na prowadnicę.
- Dysza za wysoko.
Jak wymienić Olej w kosiarce - 3 sposoby + Jaki olej stosować, i co ile go wymieniać.
Zakup części zamiennych do maszyn rolniczych
W naszym sklepie internetowym oferujemy szeroki wybór wysokiej jakości części do ciągników rolniczych, w tym również tych, które mogą być wykorzystane do napraw i konserwacji kosiarek czeskich, takich jak części do silnika, osprzętu silnika, skrzyni biegów, sprzęgła, hydrauliki, układu chłodzenia, układu hamulcowego, instalacji paliwowej, tylnego mostu oraz systemu zaczepowego.
Nasze części zamienne są wykonane z wysokiej jakości materiałów, co zapewnia im trwałość, niezawodność i wydajność. Współpracujemy bezpośrednio z renomowanymi producentami części, dzięki czemu możemy zapewnić konkurencyjne ceny i szeroki wybór. W naszym sklepie internetowym stawiamy na łatwość i wygodę zakupów. Nasza przejrzysta platforma zakupowa pozwala szybko znaleźć potrzebne części i dokonać zamówienia w kilka prostych kroków.