W świecie obróbki CNC tworzenie precyzyjnych i funkcjonalnych otworów jest krytycznym aspektem, który może decydować o jakości części. Inżynierowie i producenci często zmagają się z wyborem właściwego typu otworu do swojego konkretnego zastosowania, co prowadzi do nieefektywności projektowania i wyzwań produkcyjnych. To zamieszanie nie tylko utrudnia proces produkcyjny, ale także wpływa na wydajność i trwałość produktu końcowego.
Zrozumienie różnych typów otworów w obróbce CNC jest kluczowe dla projektowania i produkcji części spełniających określone wymagania funkcjonalne. Każdy typ otworu służy unikalnemu celowi i wymaga szczególnych procesów obróbki i sprzętu. Wybierając odpowiednie typy otworów i stosując właściwe techniki obróbki, producenci mogą zoptymalizować wydajność części, obniżyć koszty i zwiększyć wydajność produkcji.
W dziedzinie projektowania i produkcji mechanicznej otwory odgrywają kluczową rolę w funkcjonalności i montażu części. Służą różnym celom, od umieszczania elementów złącznych i ułatwiania przepływu płynu po redukcję wagi i zapewnianie cech wyrównania. Jednak projektowanie i wybieranie odpowiednich typów otworów nie jest trywialnym zadaniem. Wymaga dogłębnego zrozumienia zasad inżynierii, właściwości materiałów, procesów obróbki i zamierzonego zastosowania części.
Podstawowe cechy otworów w obróbce skrawaniem
W obróbce skrawaniem, otwór odnosi się do dowolnego cylindrycznego wgłębienia utworzonego w obrabianym przedmiocie przy użyciu różnych narzędzi skrawających i procesów. Otwory są podstawowymi elementami w projektowaniu i wytwarzaniu mechanicznym, pełniąc wiele funkcji, takich jak umieszczanie elementów złącznych, umożliwianie przepływu cieczy lub zmniejszanie masy. Otwory są podstawowymi cechami w produkcji części, pełniąc różne funkcje, takie jak mocowanie, wyrównywanie, przepływ cieczy i redukcja wagi.
Podczas projektowania otworów w częściach obrabianych CNC należy wziąć pod uwagę kilka cech, aby zapewnić, że otwór spełnia zamierzoną funkcję i może być produkowany wydajnie. Do najważniejszych z nich należą:
- Kształt i rozmiar: Definiuje geometrię otworu.
- Głębokość: Odnosi się do tego, jak głęboko otwór sięga w obrabiany przedmiot.
Aby w pełni zrozumieć, jak typy otworów wpływają na obróbkę CNC i produkcję części, konieczne jest zagłębienie się w specyfikę każdej cechy otworu, ich procesy obróbki i zastosowania. W obróbce CNC zrozumienie różnych typów otworów jest niezbędne dla inżynierów i maszynistów, aby mogli produkować części, które spełniają określone wymagania projektowe i cele funkcjonalne.
Rodzaje otworów w obróbce CNC
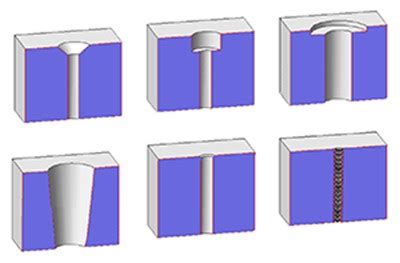
1. Prosty otwór
Prosty otwór jest najbardziej podstawową formą otworu w obróbce skrawaniem - cylindryczna wnęka o jednolitej średnicy na całej głębokości. Nie zawiera żadnych dodatkowych cech, takich jak gwinty, pogłębienia stożkowe lub pogłębienia walcowe. Proste otwory są wszechobecne w produkcji części ze względu na ich prostotę i łatwość produkcji.
- Cechowanie: Na rysunkach technicznych proste otwory oznaczane są za pomocą ich średnicy i głębokości, często symbolem „Ø” wraz z podanymi wymiarami (np. Ø10,0 x 20,0).
- Technologia przetwarzania: Wiercenie jest podstawową metodą tworzenia prostych otworów.
- Typ maszyny: Powszechnie używane są wiertarki CNC lub frezarki CNC wyposażone w funkcje wiercenia.
2. Otwór przelotowy
Otwór przelotowy to rodzaj otworu, który przechodzi całkowicie przez materiał, łącząc jedną powierzchnię z przeciwległą powierzchnią.
- Konformizm: Otwory przelotowe muszą być zgodne z tolerancjami wymiarowymi określonymi w normach, np. ISO 286 dla tolerancji liniowych.
- Cechowanie: Na rysunkach technicznych otwory przelotowe oznaczane są symbolem średnicy i słowem „THRU”, co wskazuje, że otwór przechodzi przez całą grubość materiału (np. Ø8,0 THRU).
- Technologia przetwarzania: Wiercenie jest podstawową metodą, często wykorzystującą wiertła kręte lub specjalistyczne wiertła do większych średnic.
- Typ maszyny: Używane są wiertarki CNC, frezarki CNC lub tokarki CNC (do części cylindrycznych).
3. Otwór nieprzelotowy
Otwór nieprzelotowy to otwór, który nie przechodzi całkowicie przez materiał; zatrzymuje się na określonej głębokości w obrabianym przedmiocie.
- Zgodność: Otwory nieprzelotowe wymagają precyzyjnej kontroli głębokości, przestrzegania tolerancji określonych w normach, np. ISO 286.
- Oznaczenia: Na rysunkach podawane są za pomocą średnicy i głębokości, często z użyciem symbolu głębokości (⊥) (np. Ø6,0 ⊥ 15,0).
- Technologia przetwarzania: Wiercenie z kontrolą głębokości jest niezbędne. Wiercenie udarowe może być stosowane w celu usuwania wiórów i zapobiegania uszkodzeniom narzędzi.
- Typ maszyny: Frezarki CNC z zaawansowanymi systemami sterowania są preferowane ze względu na ich zdolność do precyzyjnego kontrolowania głębokości.
4. Otwór stożkowy
Otwór stożkowy to otwór, którego średnica stopniowo zmniejsza się (lub zwiększa) wzdłuż swojej głębokości, tworząc kształt stożkowy.
- Konformizm: Otwory stożkowe są zgodne z normami takimi jak ISO 296 dla stożków Morse'a lub ISO 1089 dla stożków metrycznych.
- Cechowanie: Rysunki techniczne określają stożek poprzez wskazanie dużej i małej średnicy oraz kąta lub stosunku stożka (np. Ø12,0 / Ø8,0 Stożek 30°).
- Technologia przetwarzania: Używane są specjalistyczne wiertła stożkowe lub rozwiertaki.
- Typ maszyny: Tokarki CNC są powszechnie używane do otworów stożkowych w częściach cylindrycznych.
5. Otwór gwintowany
Otwory gwintowane posiadają wewnętrzny gwint, który umożliwia wkręcanie śrub, wkrętów lub innych elementów złącznych.
- Konformizm: Gwinty muszą być zgodne z normami, takimi jak gwinty metryczne ISO (ISO 68-1) lub Unified Thread Standard (ANSI/ASME B1.1).
- Cechowanie: Na rysunkach jest to oznaczone oznaczeniem gwintu, zawierającym średnicę i skok (np. M8 x 1.25).
- Technologia przetwarzania: Gwintowanie wykonuje się za pomocą gwintowników (ręcznych lub maszynowych) lub frezów do gwintów.
- Typ maszyny: Centra gwintowania CNC lub frezarki CNC z możliwością gwintowania sztywnego.
6. Otwór pogłębiany (counterbore)
Otwór pogłębiany posiada większą średnicę na pewnej głębokości, co pozwala na ukrycie łba śruby lub nakrętki poniżej powierzchni obrabianej części.
- Konformizm: Wymiary otworu pogłębiającego muszą odpowiadać normom określonym dla używanego elementu złącznego, np. DIN 974 dla śrub z łbem cylindrycznym.
- Cechowanie: Oznaczone na rysunkach symbolem pogłębienia (⌀) i wymiarami (np. Ø6,0, Ø10,0 x 4,0 głębokości).
- Technologia przetwarzania: Pogłębienia są tworzone za pomocą narzędzi do pogłębiania po wywierceniu otworu początkowego.
7. Otwór pogłębiany stożkowo (countersink)
Otwór pogłębiany stożkowo charakteryzuje się stożkowym wycięciem na krawędzi otworu, służącym do osadzenia łbów śrub stożkowych lub fazowania krawędzi.
- Cechowanie: Oznaczone na rysunkach symbolem pogłębienia stożkowego i wymiarami (np. Ø8,0 X 90°).
8. Otwór na powierzchnię czołową (spotface)
Otwór na powierzchnię czołową to płytkie, płaskie zagłębienie wokół otworu, mające na celu zapewnienie płaskiej powierzchni dla łba śruby, nakrętki lub podkładki.
- Cechowanie: Oznaczone na rysunkach symbolem powierzchni czołowej (⏊) i wymiarami (np. Ø12,0 x 1,0 głębokości).
- Technologia przetwarzania: Utworzone przy użyciu narzędzi do obróbki powierzchniowej lub frezów trzpieniowych.
9. Przerwane otwory
Przerwane otwory to otwory, które przecinają się z innym otworem lub wnęką, powodując nieciągłość wzdłuż ścieżki otworu.
- Konformizm: Wymaga starannego projektu, aby zapewnić integralność strukturalną i funkcjonalność.
10. Otwór przejściowy (bore)
Otwór przejściowy, często nazywany otworem pasowanym, to precyzyjnie obrobiony otwór cylindryczny, służący do osadzania sworzni, wałków lub innych części z dokładnym dopasowaniem.
- Cechowanie: Oznaczone średnicą otworu i oznaczeniem jako otwór przejściowy (np. Ø20,0 H7).
11. Otwory tolerowane
Otwory tolerowane są wykonane z bardzo ścisłymi tolerancjami wymiarowymi, aby zapewnić precyzyjne dopasowanie do innych elementów.
- Konformizm: Spełnia rygorystyczne tolerancje określone w normach, np. ISO 286 dla pasowań.
- Cechowanie: Zaznaczono na rysunkach pożądaną średnicę i tolerancję (np. Ø15,0 +0.02/-0.01).
12. Otwory stopniowane (stepped holes)
Otwory stopniowane mają dwie lub więcej średnic na różnych głębokościach, tworząc stopnie. Często służą do osadzania różnych elementów złącznych lub do tworzenia uszczelnień.
- Cechowanie: Podano na rysunkach średnice i głębokości każdego stopnia (np. Ø10,0 głębokości 15,0; następnie Ø15,0 głębokości 10,0).
13. Otwór na szpilkę (dowel pin hole)
Otwór na szpilkę mieści szpilkę używaną do wyrównywania, mocowania lub obracania.
- Cechowanie: Podano średnicę i tolerancję (np. Ø5,0 H7).
Procesy wykonywania otworów w obróbce CNC
Wykonywanie otworów jest podstawowym aspektem obróbki CNC, obejmującym różne procesy dostosowane do konkretnych typów otworów, materiałów i wymagań dotyczących precyzji.
- Frezowanie CNC: Wykorzystuje obrotowe narzędzia tnące do usuwania materiału, co pozwala na tworzenie złożonych geometrii otworów wykraczających poza proste kształty cylindryczne. Proces ten jest idealny do tworzenia szczelin, kieszeni i otworów o skomplikowanych profilach.
- Wiercenie CNC: Wykorzystuje specjalistyczne wiertła do produkcji precyzyjnych, prostych otworów. Nadaje się do tworzenia prostych otworów, takich jak otwory przelotowe, nieprzelotowe i gwintowane.
- Wiercenie metodą obróbki elektroerozyjnej (EDM): Wykorzystuje iskry elektryczne do erozji materiału, co czyni ją skuteczną w przypadku materiałów twardych lub przewodzących. EDM jest idealne do tworzenia mikrootworów, głębokich otworów lub otworów o złożonych kształtach, które są trudne do obróbki tradycyjnymi metodami.
- Gwintowanie CNC: Polega na wycinaniu wewnętrznych gwintów w uprzednio wywierconych otworach za pomocą narzędzia do gwintowania. Ten zautomatyzowany proces zapewnia precyzję i spójność w wielu częściach.
Nawiercanie i wprowadzenie do wiercenia
Kluczowe czynniki przy wyborze typu otworu i techniki obróbki
Wybór odpowiedniego typu otworu jest kluczowy dla osiągnięcia pożądanej funkcjonalności i możliwości produkcji części. Inżynierowie i projektanci często stają przed wyzwaniami w wyborze odpowiednich typów otworów ze względu na niezliczoną ilość czynników, które należy wziąć pod uwagę. Bez kompleksowego zrozumienia tych zagadnień ryzyko napotkania problemów, takich jak niewłaściwe dopasowanie, osłabione struktury, nadmierne zużycie lub nieefektywność produkcji, drastycznie wzrasta. Zagłębiając się w kwestie inżynieryjne potrzebne podczas projektowania i wybierania typów otworów, profesjonaliści mogą podejmować świadome decyzje, które zwiększają wydajność produktu, zapewniają możliwość produkcji i optymalizują koszty.
Kluczowe czynniki to:
- Funkcjonalność: Zrozumienie roli otworu w zespole lub produkcie jest najważniejsze. W przypadku zastosowań mocujących mogą być konieczne otwory gwintowane, pogłębienia lub nawierty stożkowe.
- Wymiary i geometria: Wymagane wymiary i geometria wpływają na proces obróbki i potrzebne narzędzia. Złożone kształty mogą wymagać frezowania CNC, podczas gdy standardowe otwory cylindryczne można wydajnie wytwarzać poprzez wiercenie.
- Materiał: Różne materiały mają różną obrabialność. Metale mogą wymagać określonych narzędzi tnących i strategii chłodzenia, podczas gdy tworzywa sztuczne mogą wymagać niższych prędkości cięcia, aby zapobiec stopieniu.
- Głębokość: Głębokość wpływa na wybór metody wiercenia i konstrukcji narzędzia. Głębokie otwory mogą wymagać specjalistycznych technik, takich jak wiercenie lufowe, aby zapewnić prostoliniowość i zapobiec ugięciu narzędzia.
- Wymagany sprzęt: Niektóre procesy wykonywania otworów, takie jak wiercenie EDM lub cięcie laserowe, wymagają określonych źródeł zasilania i sprzętu.
Właściwości materiału a obróbka otworów
Wybór materiału jest podstawowym czynnikiem w projektowaniu inżynieryjnym, szczególnie jeśli chodzi o procesy wykonywania otworów w częściach obrabianych CNC. Wybór materiału wpływa nie tylko na właściwości mechaniczne i funkcjonalność części, ale także na metody obróbki, wybór narzędzi i ogólną możliwość produkcji.
- Twardość: Odporność materiału na odkształcenia lub wgniecenia. Materiały o wysokiej twardości, takie jak hartowane stale lub niektóre stopy, stanowią wyzwanie podczas obróbki ze względu na zwiększone zużycie narzędzi i potrzebę specjalistycznych narzędzi skrawających. Wybór materiału ma znaczący wpływ na proces wiercenia. Chłodzenie zapobiegające przegrzaniu. Wybierz wiertło w zależności od twardości.
- Ciągliwość: Zdolność materiału do odkształcania się pod wpływem naprężeń rozciągających, często charakteryzowana przez jego zdolność do rozciągania się w drut. Materiały ciągliwe, takie jak aluminium lub stal miękka, są na ogół łatwiejsze w obróbce, ale mogą stwarzać problemy, takie jak tworzenie się wiórów i utwardzanie odkształceniowe.
- Reakcja na ciepło: Materiały reagują inaczej na ciepło wytwarzane podczas obróbki, co wpływa na stabilność wymiarową i integralność powierzchni.
- Przewodność cieplna: Materiały o wysokiej przewodności cieplnej, np. aluminium, szybko rozpraszają ciepło, zmniejszając ryzyko odkształcenia. Unikaj topienia się pod wpływem ciepła. Używaj ostrych narzędzi o niskim tarciu. Zminimalizuj rozwarstwienie stosując płytę podkładową. Wiertła z powłoką diamentową lub z węglika spiekanego. Zapobiegaj powstawaniu odprysków poprzez podparcie strony wyjściowej. Zwróć uwagę na kierunek słojów drewna. Zapobiegaj powstawaniu odprysków poprzez podparcie strony wyjściowej.
- Reaktywność chemiczna: Wpływa na wybór materiału, zwłaszcza gdy część będzie narażona na działanie środowiska korozyjnego lub gdy niektóre płyny obróbkowe mogą reagować z materiałem.
Dzięki dokładnemu zrozumieniu właściwości materiału inżynierowie mogą przewidywać potencjalne wyzwania w projektowaniu i obróbce otworów.
Znaczenie tolerancji i precyzji
Tolerancja i precyzja są krytycznymi czynnikami w projektowaniu i wytwarzaniu otworów w częściach obrabianych CNC. Precyzję w wykonywaniu otworów uzyskuje się poprzez odpowiednie dopasowanie, wymiarowanie i tolerancję.
- Dopasowanie inżynieryjne: Opisuje relację między otworem a częścią współpracującą (np. wałkiem lub łącznikiem).
- Wymiarowanie: Obejmuje określenie dokładnych wymiarów otworu, w tym średnicy, głębokości i lokalizacji.
- Tolerancje: Określają dopuszczalny zakres odchyleń wymiarów otworu spowodowany procesami produkcyjnymi.
Narzędzia i sprzęt do wykonywania otworów
Wybór odpowiednich narzędzi do wiercenia jest kluczowy dla uzyskania pożądanej jakości i wydajności otworu. Wybór narzędzia do napełniania wpływa na jakość otworu, żywotność narzędzia i wydajność produkcji.
- Wiertarki: Podstawowa maszyna do tworzenia otworów, od prostych wiertarek do zaawansowanych wiertarek CNC. Oferuje wszechstronność w zakresie wiercenia, gwintowania, rozwiercania i frezowania.
- Gwintowniki: Służy do nacinania gwintów wewnętrznych w otworze.
- Rozwiertaki: Precyzyjne narzędzie służące do wykańczania otworów do dokładnego rozmiaru z gładką powierzchnią.
- Lasery: Wykorzystuje skupioną wiązkę lasera do wiercenia otworów, szczególnie skuteczne w przypadku małych lub skomplikowanych otworów w cienkich materiałach.
Wybór narzędzia
Przy wyborze narzędzia należy wziąć pod uwagę kilka czynników:
- Materiał obrabiany: Twardsze materiały wymagają bardziej wytrzymałych narzędzi, takich jak wiertła z węglików spiekanych lub diamentowe. Miększe materiały można wiercić standardowymi narzędziami HSS.
- Geometria otworu: Weź pod uwagę średnicę, głębokość i wymagane wykończenie powierzchni.
- Ilość produkcji: Produkcja wielkoseryjna może uzasadniać inwestycję w zaawansowane narzędzia o dłuższej żywotności i wyższej wydajności.
- Wymagana precyzja: Ścisłe tolerancje wymagają wysokiej jakości narzędzi o precyzyjnej geometrii.

Czynniki wpływające na jakość otworu
Na jakość otworu wpływa wiele czynników, w tym stan narzędzia, właściwości materiału, stabilność maszyny, parametry cięcia i umiejętności operatora. Dzięki zrozumieniu tych aspektów obróbki otworów w obróbce CNC producenci mogą optymalizować swoje procesy, aby wydajnie produkować wysokiej jakości części.
- Stan narzędzia: Ostre, dobrze utrzymane narzędzia wytwarzają czystsze otwory o dokładnych wymiarach.
- Właściwości materiału: Materiały reagują różnie na wiercenie. Materiały ciągliwe mogą powodować owijanie się wiórów, podczas gdy materiały kruche ryzykują pękanie.
- Stabilność maszyny: Wibracje lub brak sztywności w maszynie mogą prowadzić do niewspółosiowości otworów i słabego wykończenia powierzchni.
- Parametry cięcia: Optymalizacja prędkości i posuwów na podstawie narzędzia i materiału wydłuża żywotność narzędzia i poprawia jakość otworu.
- Chłodziwa: Stosowanie odpowiednich chłodziw zmniejsza ciepło i tarcie, zapobiega zużyciu narzędzi i poprawia wykończenie powierzchni.
- Geometria narzędzia: Kąt wierzchołka wiertła, konstrukcja rowka i ogólna geometria wpływają na wydajność cięcia i odprowadzanie wiórów.
- Cykle wiercenia udarowego: Wdrożenie cykli wiercenia udarowego pomaga w wierceniu głębokich otworów poprzez okresowe wycofywanie wiertła w celu usunięcia wiórów i zmniejszenia ciepła.