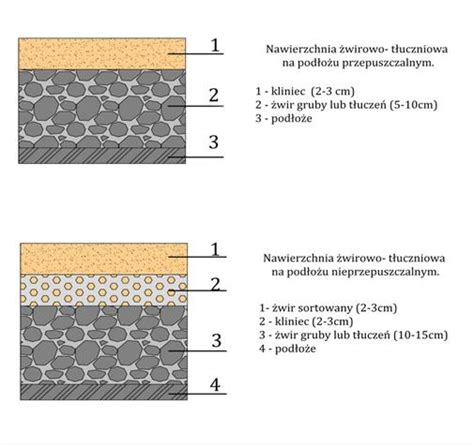
Zagęszczanie podłoża i asfaltu stanowi klucz do trwałości dróg oraz innej infrastruktury, takiej jak mosty czy lotniska. W tym procesie niezastąpionym narzędziem jest walec drogowy - urządzenie mechaniczne wykorzystujące swoją masę i wibracje do zagęszczania materiału. Walcowanie to nie tylko proces techniczny, ale również sztuka, która wymaga doświadczenia i specjalistycznej wiedzy. Mechanizm pracy walca drogowego opiera się na zagęszczaniu materiału poprzez jego wałowanie, gdzie podczas pracy walec porusza się po nawierzchni, wywierając nacisk na podłoże. Proces zagęszczania jest kluczowy dla uzyskania trwałej i stabilnej nawierzchni, a walce drogowe odgrywają istotną rolę w procesie budowlanym, bezpośrednio wpływając na jakość dróg i efektywność pracy.
Współczesny walec drogowy to bardzo rozbudowane rozwiązanie, którego podstawowa konstrukcja i zasada działania pozostawały takie same przez wieki. Walec wyposażony jest w jeden lub więcej cylindrycznych wałów, których zadaniem jest dociążanie warstw gruntu. Rozwój technologiczny sprawił, że nowoczesne modele walców charakteryzują się nie tylko lepszą wydajnością, ale również większym komfortem pracy dla operatorów.
Rodzaje walców drogowych i ich ewolucja
Istnieją różne rodzaje walców drogowych, w tym walce statyczne, wibracyjne oraz kombinowane. Walce statyczne działają na podłoże własną masą, natomiast walce wibracyjne wyposażone są w układ wirujących mas, generujących drgania o częstotliwości do 50 Hz, co dodatkowo wzmacnia działanie na grunt. Walce drogowe stosowane są od około 250 lat. W roku 1932 skonstruowano pierwszy na świecie walec tandemowy z napędem na obie osie i z obiema osiami skrętnymi. Z początkiem lat 60. XX wieku zaprezentowano również pierwszy walec na kołach gumowych z napędem na obie osie i z obiema osiami skrętnymi. Dzięki tym pierwszym walcom drogowym z napędem hydrostatycznym stało się wówczas możliwe profesjonalne zagęszczanie asfaltów lanych. W tym okresie rozwinęło się także dynamiczne zagęszczanie z wykorzystaniem wibracji.
Wyróżnia się także walce kombinowane, w których jeden z wałów jest metalowy, a drugi ogumiony. Walce ogumione, często nazywane walcami na kołach gumowych, pracują za pomocą kół i są niezwykle istotne w procesie zagęszczania.

Podstawy reologii materiałów lepkosprężystych
Zrozumienie zjawiska ugniatania wymaga zagłębienia się w dziedzinę reologii, która zajmuje się badaniem właściwości materiałów wykazujących zachowania wykraczające poza teorię sprężystości. Według znanego ze szkolnych podręczników prawa Hooke’a, wydłużenie ciała powinno być wprost proporcjonalne do przyłożonego naprężenia. Jednak bardzo wiele materiałów, mających duże znaczenie we współczesnych technologiach i życiu codziennym, spełnia to prawo tylko w przybliżeniu albo zachowuje się zupełnie inaczej. Fizycy i inżynierowie mówią, że takie materiały wykazują właściwości reologiczne. Zachowanie to obejmuje wiele interesujących zjawisk, takich jak histereza sprężysta i płynięcie.
Histereza sprężysta i płynięcie materiału
Histereza sprężysta polega na opóźnionym powrocie odkształconego ciała do stanu początkowego. Można to zaobserwować, odginając plastikową linijkę: przy małych wychyleniach wraca ona szybko do pionu, wykonując drgania harmoniczne. Gdy jednak wychylenie jest większe, linijka powoli wraca do położenia równowagi, co wskazuje na przekroczenie granicy sprężystości materiału. Materiały wykazujące to zjawisko często są nazywane lepkosprężystymi. Podobne zachowanie można zaobserwować w zabawkach wykonanych z gumopodobnego materiału, które po rozciągnięciu i przyklejeniu do powierzchni odklejają się z opóźnieniem.
Innym zjawiskiem jest płynięcie, zwane również pełzaniem materiału. Polega ono na zwiększaniu się wydłużenia pod wpływem działania stałego naprężenia. Dobrym przykładem jest "magiczna plastelina", która pod wpływem własnego ciężaru powoli się odkształca, a jej środkowa część ulega przewężeniu, aż do zerwania. Szybkość płynięcia zależy od wielu czynników, w tym od ciężaru, rodzaju materiału, jego rozmiarów i temperatury otoczenia. Z mikroskopowego punktu widzenia płynięcie jest wynikiem zmian w strukturze materiału, poddanego naprężeniom przez odpowiednio długi czas.
Eksperyment Wulkan / Magiczna Piana
Właściwości plastyczne i sprężyste w zależności od szybkości naprężenia
Magiczna plastelina, wynaleziona przypadkowo podczas II wojny światowej w poszukiwaniu materiału na opony, jest doskonałym przykładem materiału, który może wykazywać zarówno właściwości plastyczne, jak i sprężyste w zależności od szybkości przyłożonego naprężenia. Gdy kulkę z plasteliny rzucimy szybko o twardą powierzchnię, odbija się ona jak kauczukowa piłeczka (zachowanie sprężyste). Jednak gdy walec z plasteliny rozciągamy powoli, staje się on bardzo długi, tworząc cienką nić, a następnie pęka (zachowanie plastyczne). Jeśli spróbujemy gwałtownie rozciągnąć walec, czujemy duży opór, a materiał pęka, jakby został przecięty nożem (zachowanie kruche, sprężyste). Podobnie, powolne uderzenie młotkiem spłaszcza kulkę (plastyczność), natomiast szybkie uderzenie sprawia, że kulka rozpryskuje się na kawałki, jakby była wykonana z kruchego materiału, np. szkła.
Naprężenia w materiałach reologicznych można również zmniejszyć w wyniku podwyższenia ich temperatury. Efekt ten, polegający na tym, że silnie naprężony, sprężysty materiał po ogrzaniu kurczy się, jest wykorzystywany np. w specyficznych silnikach cieplnych, gdzie nagrzewane gumki aptekarskie kurczą się, powodując obrót koła. Ogrzane gumki w wyniku obrotu wchodzą między ramiona wspornika i ulegają ochłodzeniu, po czym ponownie się wydłużają.
Wulkanizacja: Klucz do właściwości gumy w walcach
Wulkanizacja to fundamentalny proces chemiczny stosowany przy produkcji wyrobów gumowych i powlekanych gumą, w tym powłok walców przemysłowych. Polega on na zastosowaniu ciepła i dodatku siarki lub innych środków wulkanizujących w celu poprawy właściwości gumy. Nazwa „wulkanizacja” wywodzi się od Wulkana, rzymskiego boga ognia.
Po nałożeniu gumowej powłoki na rdzeń walca, wałek poddawany jest procesowi wulkanizacji. Polega to na podgrzaniu wałka do określonej temperatury i utrzymaniu go w tej temperaturze przez określony czas. Połączenie ciepła i siarki powoduje reakcję chemiczną w gumie, w wyniku której następuje sieciowanie łańcuchów polimeru. To sieciowanie nadaje wulkanizowanej gumie lepsze właściwości. Po zakończeniu procesu wulkanizacji walec pozostawia się do stopniowego ostygnięcia do temperatury pokojowej, co jest niezbędne do zestalenia nowych właściwości gumy.
Proces wulkanizacji prowadzi do kilku ważnych ulepszeń gumowej powłoki walca:
- Zwiększona wytrzymałość i trwałość
- Zwiększona odporność na ścieranie i zużycie
- Zwiększona odporność na ciepło
- Większa odporność na chemikalia i czynniki środowiskowe
- Zmniejszona podatność na pęcznienie i zmiękczenie
- Zwiększona stabilność wymiarowa
Konkretne parametry procesu wulkanizacji, takie jak temperatura, czas i skład mieszanki gumowej, mogą się różnić w zależności od wymagań zamierzonego zastosowania walca i rodzaju użytej gumy.
Zjawisko ugniatania mas bitumicznych walcami ogumionymi
Ugniatanie nawierzchni drogowych, szczególnie mas bitumicznych, jest złożonym procesem. W obecnie konstruowanych walcach drogowych dąży się do zapewnienia płynnego rozruchu i minimalnych strat czasu związanych ze zmianą kierunku jazdy. Nacisk liniowy wału walca musi być dostosowany do rodzaju zagęszczanego materiału, a jego średnica tak dobrana, by uniemożliwić przesuwanie się materiału przed nim i zapobiegać niepożądanemu zjawisku tworzenia się wzniesień, tzw. muld, deformujących powierzchnię podłoża.
Zjawisko to jest spowodowane wypieraniem wałowanego materiału w obszar znajdujący się przed wałem nienapędzanym. Przed wałem napędzanym zjawisko to nie występuje, dlatego w nowoczesnych konstrukcjach walców wykonuje się zwykle napęd na wszystkie wały. Wałowanie nawierzchni bitumicznych - ze względu na szybkie stygnięcie i twardnienie masy nawierzchniowej - odbywa się krótkimi odcinkami, co wymaga częstych i szybkich zmian kierunku wałowania. Ruszanie walcem z miejsca powinno odbywać się płynnie i bez szarpnięć, co wspomagają stosowane obecnie napędy hydrauliczne, hydrostatyczne lub hydrokinetyczne ze zmiennikami momentu. Nie bez znaczenia jest także zwrotność i niezawodność walca drogowego.

Techniki i wyzwania wałowania walcami ogumionymi
Prawidłowe ustawienie walca jest kluczowe: walce muszą być ustawione tyłem do kierunku układania nawierzchni, co oznacza, że za rozkładarką jako pierwsze znajduje się koło napędowe walca. Jeżeli walec zostanie wprowadzony na zagęszczaną mieszankę przodem (jako pierwsze koło sterujące), utworzą się wybrzuszenia warstwy, wyraźne zwłaszcza po pierwszym przejeździe, z powodu popychania niezagęszczonej mieszanki przez koło sterujące.
Operatorzy walców ogumionych często dzielą się doświadczeniami dotyczącymi technik wałowania. Powszechne jest pytanie, czy walce gumowe powinny jeździć jako pierwsze, czy drugie. Wielu ekspertów wskazuje, że walce gumowe lepiej zagęszczają masę, dlatego powinny jeździć jako pierwsze. Problemy z wyrywaniem masy na gumach, zgłaszane przez operatorów, często wynikają z tego, że guma jest jeszcze nie nagrzana. Do polewania gum używa się emulsji rozcieńczonej z wodą, nigdy ropy, ponieważ ropa może powodować "wylatywanie" masy i tworzenie dziur w świeżej nawierzchni.
Zakres temperatur do zagęszczania asfaltu zawiera się zazwyczaj pomiędzy 140 a 100 °C. Ważne jest odpowiednie dobranie temperatury i techniki wałowania. W niektórych okolicznościach, np. w temperaturze 140°C, asfalt powinno zagęszczać się jedynie statycznie lub w trybie oscylacji, aby uniknąć rozkruszania ziaren lub rozwarstwienia, np. wypychania bitumu na powierzchnię. Walcowanie jak najwcześniej, gdy temperatura asfaltu wynosi około 140°C, jest zalecane.
Pasy wałowania muszą zachodzić na siebie bokami (około 10-20 cm). Pierwszy pas wałowania rozpoczyna się w odległości około 20 cm od krawędzi, aby uniknąć opadania walca na zewnętrzną stronę. W trakcie kolejnych przejazdów zagęszcza się pozostałą powierzchnię, pozostawiając wąski pasek do zagęszczenia na koniec. W przypadku układania nawierzchni z obramowaniem bocznym (np. krawężnikiem), pierwszy pas wałowania można rozpocząć bezpośrednio od boku.
Walcarki dwuwalcowe: zrozumienie zachowania gumy
Do głębszego zrozumienia właściwości materiałowych gumy, z której wykonane są walce, służą walcarki dwuwalcowe, maszyny wykorzystywane w procesie wytwarzania i przetwarzania mieszanek gumowych. Główne podzespoły to dwa stalowe, chromowane i polerowane walce, które wirują w przeciwnych kierunkach, tworząc szczelinę, przez którą przepuszcza się gumę. Regulacja odległości między walcami pozwala na kontrolę grubości i homogenizacji mieszanki, natomiast silniki napędzają walce i umożliwiają kontrolę prędkości obrotowej.
Walcarki laboratoryjne dwuwalcowe są niezastąpionym narzędziem w badaniach nad właściwościami materiałów, szczególnie w inżynierii materiałowej i przetwórstwie gumy. Umożliwiają one przeprowadzenie procesów mieszania poprzez odkształcenia plastyczne w warunkach kontrolowanych, co pozwala na badanie struktury i właściwości materiałów po wymieszaniu. Podstawowa zasada działania polega na przepuszczaniu próbki materiału między walcami, co powoduje jej odkształcenie i mieszanie w wyniku działania sił ściskających.
Stany przetwarzalności gumy
Zachowanie gumy w walcarce można sklasyfikować na podstawie czterech typowych stanów przetwarzalności:
- Stan-1 (zbyt sztywna): Guma jest zbyt sztywna (wysoki moduł), ślizga się na walcu i nie wchodzi do szczeliny, a jeśli zostanie wepchnięta, rozpada się na kawałki, ponieważ naprężenie przy zerwaniu nie jest duże.
- Stan-2 (idealna miękkość): Guma ma idealną miękkość (moduł niższy niż w stanie-1), łatwo wchodzi w szczelinę i tworzy ciasną opaskę wokół walca, ponieważ jej naprężenie przy zerwaniu jest duże. Wysoka elastyczność jest związana ze zdolnością gumy do regeneracji po odkształceniu.
- Stan-3 (zbyt miękka/ciepła): Guma jest jeszcze bardziej miękka i ciepła, tworzy opaskę, ale taśma nie ma elastycznego naprężenia i ma tendencję do zwisania i rozdzierania. Operator często stara się unikać tego stanu.
- Stan-4 (stan płynny): Moduł jest niższy niż w stanie-2, a elastyczność staje się niska, co prowadzi do dużego trwałego odkształcenia. Jest to stan płynny, w którym kontrolującym czynnikiem jest lepkość, a dyspersja wypełniacza nie jest skuteczna.
Wzrost temperatury gumy podczas walcowania jest spowodowany wytwarzaniem ciepła w wyniku tarcia wewnętrznego oraz szybkiego wydłużania gumy. Kiedy energia mechaniczna jest przekazywana do gumy, część energii jest magazynowana jako energia sprężysta, a druga część rozpraszana w postaci ciepła. Tylko energia sprężystości jest skuteczna w odzyskiwaniu kształtu po odkształceniu.
Podsumowując, rozważania nad stanem gumy podczas walcowania można sklasyfikować za pomocą modułu, odkształcenia przy zerwaniu oraz stosunku energii sprężystości do lepkości. Moduł i stosunek lepkosprężystości są tematami dotyczącymi odkształcenia i przepływu, czyli reologii. Odkształcenie przy zerwaniu jest związane z dużym odkształceniem i uszkodzeniem struktury. Wzrost temperatury wynikający z walcowania kauczuku ma tendencję do zmiany jego zachowania od stanu-1 do stanu-4, co może być również kontrolowane przez zewnętrzne ogrzewanie i chłodzenie.

Reologiczne aspekty degradacji i ich zastosowanie
Reologia, jako szybko rozwijająca się dziedzina, jest interesująca zarówno dla fizyków, jak i specjalistów nauk technicznych. Zjawiska reologiczne mogą mieć niekorzystny wpływ na środowisko, w którym zachodzą, i muszą być brane pod uwagę. Przykładem jest projektowanie dużych konstrukcji stalowych, które z biegiem czasu ulegają deformacjom. Pomiary grubości blach miedzianych na dachach czy szybek witrażowych w zabytkowych kościołach wykazały, że w dolnej części są one grubsze niż w górnej - jest to wynik płynięcia miedzi i szkła pod działaniem własnego ciężaru przez kilkaset lat.
Jednak zjawiska reologiczne są również wykorzystywane w wielu nowoczesnych i oszczędnych technologiach wytwarzania. Przykładem jest przetwórstwo tworzyw sztucznych, gdzie większość przedmiotów formuje się przez wytłaczanie, wyciąganie czy rozdmuchiwanie. Odbywa się to po podgrzaniu materiału i wywieraniu na niego ciśnienia z odpowiednio dobraną szybkością, co pozwala na wytwarzanie folii, prętów, rur, włókien, a także zabawek i części maszyn o skomplikowanych kształtach. W kontekście środowiskowym, ugniatanie wierzchniej warstwy gleby przez pojazdy i maszyny (a także wypasanie zwierząt) może prowadzić do jej zniszczenia. W zagęszczonej glebie procesy związane z wsiąkaniem wód opadowych, rozwojem korzeni roślin oraz funkcjonowaniem żywych organizmów (np. dżdżownic) są znacząco utrudnione.
tags: #zjawisku #ugniatania #walec #gumowy